关键词 |
清远高速激光熔覆设备,高速激光熔覆设备加工,广东高速激光熔覆设备,山东济南激光熔覆设备靠谱吗 |
面向地区 |
激光熔覆技术不仅可以恢复受损零件的外观和尺寸,还可以使其性能达到或超过新产品的水平。熔覆层与基体采用冶金结合,结合强度高,不低于原基体材料的95%。单层熔覆厚度为0.2-2mm,可调范围宽。激光加工过程中,基材表面仅发生轻微熔化,微熔化层为0.05~0.1mm。底座的热影响区极小,一般为0.05~0.1mm。熔覆层和基体中不存在粗大的铸造组织。熔覆层及其界面组织致密,晶粒细小,无空洞、夹杂裂纹等缺陷。
选择激光熔覆给企业带来的好处:
1、修复后的零件强度可超过原基体强度,使用寿命提高1.5-3倍,修复成本不到更换价格的1/5。 ;
2、大大缩短维修时间,解决大型企业重大成套设备持续可靠运行解决的部件快速修复问题;
3、关键部件表面激光熔覆超耐磨耐腐蚀合金,可大大提高零件的使用寿命而不变形;
激光熔覆技术是一种的表面工程技术,利用高能激光束将金属粉末与基体表面快速熔化、冶金结合,形成一层融入基体的性能优良的A涂层。比如油田工作条件比较恶劣,许多金属部件长期在重载荷下工作,伴随着腐蚀、摩擦和磨损,导致过早失效,缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙在近毫米量级。但常规表面技术处理层较薄,磨损件表面修复困难,限制了这些技术的应用范围。因此,激光熔覆技术可应用于石油钻杆、抽油杆、石油管道等领域,提高其耐腐蚀、耐磨、耐高温等性能,延长其使用寿命,降低维护成本,提高石油产量效率。
激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要大型消耗性部件。轧辊失效的普遍原因是早期磨损失效。目前,轧辊由于磨损需要修复时多采用车削或磨削等“补救措施”修正辊型。采用激光熔覆修复轧辊表面已成为延长轧辊寿命的一个主要发展方向和途径。该技术不仅可以修复轧辊,而且可以提高轧辊的耐磨性,延长轧辊的使用寿命,改善钢材的表面质量。
而造成辊压机轴磨损的主要原因如下:
1、辊压机物料粒度的控制不力;
2、辊压机密封失效,造成轴承载荷增大;
3、轴承疲劳运行,造成轴承游隙偏大;
4、压盘预紧力不足;
5、冷却铜管频繁堵塞或设计过细;
6、没有定期清除稳流仓物料,排除富集金属物,使设备频繁过载调停影响轴承寿命;
7、液压系统隐患辊缝长期偏差现象严重。
通常轴类零件主要失效的原因有轴变形、轴断裂、轴表面失效。发电机转轴、各种传动轴等轴类零件的破坏主要是以磨损为主的。其中轴变形、轴断裂是不可以修复的,而以磨损为主的表面失效是可以修复的。采用大功率激光熔覆修复技术,可在轴类零件表面失效的部分,激光熔覆一层铁基合金材料,使得熔覆合金层的零件表面有良好的机械性能,将报废的零件再次使用。
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
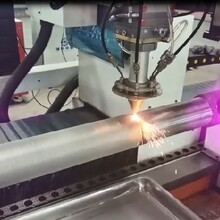
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。