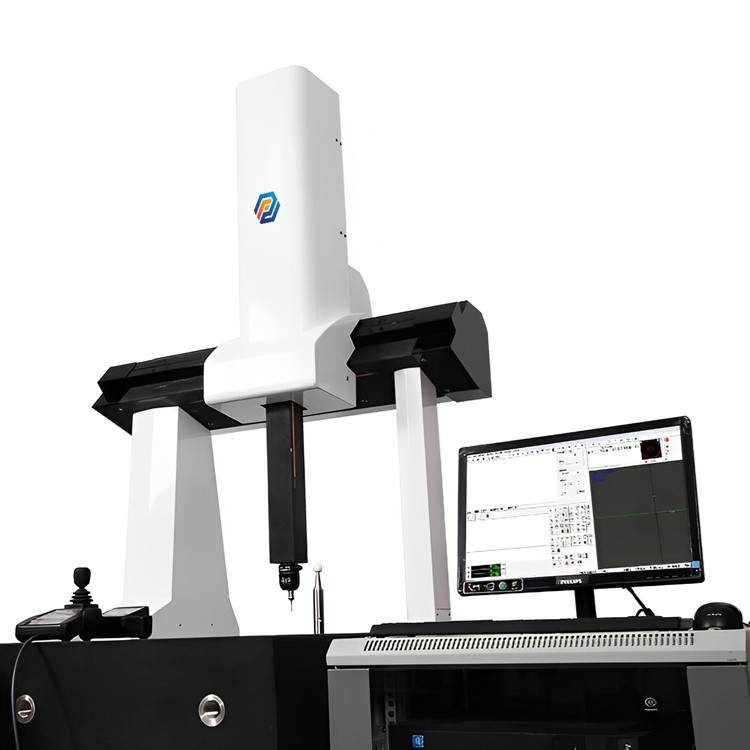
行程500*600*400流量/供气压力 120N1/min 0.45Mpa光栅尺分辨率μm 0.4品牌致丰温度 20±2℃类行自动
全自动三坐标测量机技术特点和发展趋势:
和速度:通过改进机械结构、测头系统和软件算法,提高测量精度和速度,满足高产量需求。
多传感器功能:集成多种传感技术,如光学测头、激光扫描仪和视觉系统,实现非接触式测量,提高测量效率和全面性。
软件增强:复杂的软件包支持零件编程、数据分析、报告生成等,并与CAD/CAM系统集成,实现自动化测量和过程控制。
全自动三坐标测量机提高测量效率:全自动三坐标测量机无需人工干预,能够实现全自动测量,大大提高了测量效率和生产效率。该技术具有高度的可重复性和一致性,可以在短时间内完成大量测量任务,缩短生产周期,提升企业的竞争力。
全自动三坐标测量机减少误差:全自动测量技术可以避免人为误差的产生,提高测量的准确性。此外,该技术还能自动纠正测量误差,进一步提高了测量结果的稳定性和可靠性,特别是在测量领域如航空航天、汽车制造等,已成为标准的测量手段。

全自动三坐标测量机(CMM)的原理是通过在三维空间内移动测头,对工件进行测量,并记录测头在X、Y、Z三个方向上的位移数据,从而计算出工件的几何尺寸和形状。具体来说,测头在X、Y、Z轴上移动接触工件测点,测量系统记录位移量并计算坐标,终得出工件的几何参数。
三坐标测量仪是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量机或三坐标量床。三坐标测量仪又可定义“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触或非接触等方式传递讯号,三个轴的位移测量系统(如光栅尺)经数据处理器或计算机等计算出工件的各点(x,y,z)及各项功能测量的仪器”。三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等。

全自动三坐标测量符合人机工程学的设计。
1、主副立柱的跨距小化设计,增加机床的刚性,从而提高机械本体的复杂性、稳定性
2、气浮轴承的跨距大,增加机床的刚性、稳定性
3、光栅安装的近旋转点位置,大程度减小阿贝误差,提高测量精度
4、优化的齿形带传动系统,的变速比,考虑机床重心的安装位置,大大提高测量机的运动稳定性能
5、双重减振设计,减振装置的合理位置安装,减小了外界震源对测量机的精度影响,了机床的精度稳定性。
6、关键件铸造选用北京航天配套铸造厂家,确保关键件的可靠性和稳定性,了机床的稳定性和使用寿命。
7、测量机的全误差(21项)补偿,机床空间内任意位置,任意方向完全达到国家标准。 (其它公司很少能做到21项,只做6项,海的测量机才会做)
简单地说,三坐标测量机就是在三个相互垂直的方向上有导向机构、测长元件、数显装置,有一个能够放置工件的工作台(大型和巨型不一定有),测头可以以手动或机动方式轻快地移动到被测点上,由读数设备和数显装置把被测点的坐标值显示出来的一种测量设备。显然这是简单、原始的测量机。有了这种测量机后,在测量容积里任意一点的坐标值都可通过读数装置和数显装置显示出来。测量机的采点发讯装置是测头,在沿X,Y,Z三个轴的方向装有光栅尺和读数头。其测量过程就是当测头接触工件并发出采点信号时,由控制系统去采集当前机床三轴坐标相对于机床原点的坐标值,再由计算机系统对数据进行处理。